
Перед тим як почати процедуру зварювання нержавійки, необхідно вивчити всі можливі особливості такої зварювання. Варити нержавійку - не найпростіше заняття, складність якого залежить від безлічі нюансів.
Схема зварювального напівавтомата.
Першорядні особливості, які в обов'язковому порядку можуть вплинути на якість зварювання:
Зварювання нержавіючої сталі напівавтоматом.
- Лінійне розширення і ливарна усадка. Якщо усадка висока, то шанс можливої деформації металу під час роботи зі зварювальними електродами і після збільшується. А якщо деталі, які потрібно зварити, досить широкі і між ними немає зазору, то збільшується можливість виникнення великих тріщин.
- Теплопровідність - в нержавійці вона знижена практично в два рази, в порівнянні з іншими металами, тому при її зварюванні необхідно зменшувати силу струму на 15-20%.
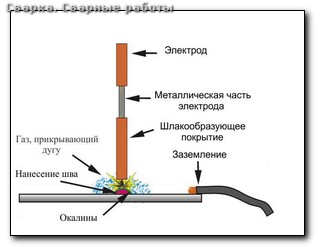
- Електричний опір досить висока, тому зварювання звичайними електродами неможлива через їх надмірного нагріву. Тому виготовляють особливі електроди на основі хромонікелевих стрижнів, довжиною не більше 3, 5 см для зварювання нержавійки.
- Межкристаллитная корозія - нержавійці властива можливість втрачати антикорозійні властивості, якщо термічний режим зварювання буде неправильним або ж буде підібраний не той апарат. Суть даного процесу полягає в тому, що при досягненні температури більш ніж 500 градусів Цельсія на металі по краю виникає карбід хрому і заліза, що веде до корозії металу. Однак існують методи боротьби з цим, наприклад, швидке охолодження різноманітними способами.
Особливості зварювання нержавіючої сталі
Подвійний пульс для досконалої зварювання алюмінію і нержавіючої сталі.
Для того щоб правильно і якісно зварити нержавіючу сталь, необхідно також врахувати той факт, що деякі її фізичні властивості відрізняються від звичайної стали:
- питомий електричний опір - в 6 разів вище;
- точка плавлення - нижче на 100 градусів Цельсія;
- теплопровідність - менше на 2/3;
- теплове розширення - уполовину вище.
Існують абсолютно різноманітні методи зварювання стали своїми руками. Наприклад, дугове зварювання з використанням особливих вольфрамових електродів, яка проводиться в інертному середовищі, використовують, якщо товщина металу перевищує 1, 5 мм. Якщо потрібно зварити тонку сталь або труби, то краще всього вдатися до зварювання за допомогою електродів, що плавляться в середовищі інертного газу.
Дугова імпульсивна зварювання повинна бути застосовна суто для листів стали, товщина яких становить 0, 8 мм. Короткою дугою з використанням плавляться, варити варто сталь товщиною від 0, 8 до 3, 0 мм, а струменевим перенесенням металу - сталь з товщиною листів понад 3, 0 мм.
Якщо ж розглядати плазмову зварку, то можна зробити висновок, що вона підійде для дуже широкого розкиду товщини, тому і застосовується набагато частіше. Зварювання дугове під флюсом використовується для товщини металу, що перевищує 10 мм. Але найпопулярніші методи зварювання - це зварювання за допомогою покритих електродів, вольфрамових електродів в аргонової середовищі і напівавтоматична аргонове зварювання нержавіючої дротом.
Сварка покритими електродами

Режими зварювальних робіт в середовищі інертних газів.
Якщо вам не принципово, якими електродами проводити зварювання і у вас немає яких-небудь особливих вимог до зварювального з'єднання, то найприйнятнішим способом буде зварювання покритими електродами (до них відносяться електроди ОЗЛ-8, НИАТ-1, ЦЛ-11). З усіх електродів найкраще вибирати ті, які забезпечать після зварювання стійкість до корозії, жаростійкість і хороші механічні властивості.
Сварка повинна проводитися при постійному струмі з обов'язковим зворотним полярністю. Необхідно стежити за тим, щоб шов був проплавляя по мінімуму, оскільки при зварюванні нержавійки використовуються електроди мають невелику діаметром і їм необхідний мінімум теплової енергії. Сила струму в процесі зварювання нержавіючої сталі повинна бути строго відрегульована на 15-20% нижче, ніж при зварюванні звичайного металу. При великому струмі в зв'язку з невисокою теплопровідністю і при високому опорі електродів з покриттям може статися значний перегрів і навіть відшарування шматочків. Саме через це у таких електродів висока швидкість плавлення, тому якщо ви вперше ними користуєтеся, то спочатку це може бути незвично.
Для збереження корозійних характеристик зварювального шва потрібно влаштувати прискорене охолодження при зварюванні. Для цього можна використовувати мідні прокладки або певний повітряний обдування. Якщо сталь хромонікелева, можна охолоджувати її водою.
Зварювання нержавіючої сталі за допомогою вольфрамових електродів
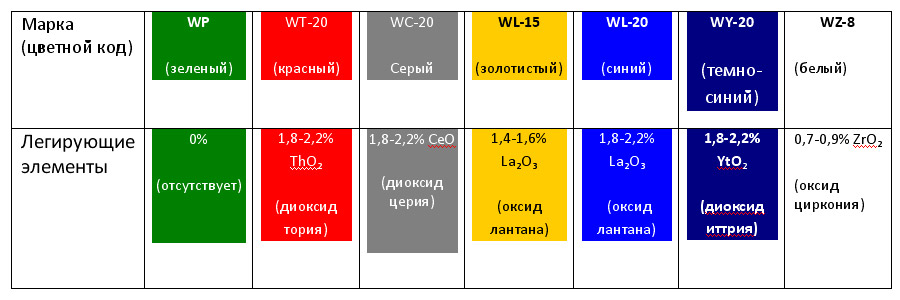
Вольфрамові електроди.
Сварка вольфрамовими електродами в інертному середовищі підходить, коли метал, який потрібно зварити, вельми тонкий або ж якщо вимоги до якості зварного з'єднання дуже високі. Наприклад, якщо потрібно варити труби, які в подальшому будуть використовуватися для транспортування газів або рідини під високим тиском, такий спосіб зварювання підійде ідеально. Процедура проводиться в аргоновому середовищі, струм може бути як постійним, так і змінним, але прямої полярності. У ролі присадочного речовини рекомендується брати дріт з більш високим рівнем легування, ніж у металу. При роботі слід уникати коливальних рухів з електродами, щоб уникнути порушення захисту зони варіння, що може привести до окислення шва і збільшити вартість самого процесу.
Зі зворотного боку від повітря шов повинен бути захищений поддувом аргону, але все-таки нержавіюча сталь не дуже критична до подібному захисті, але усунути навіть найменшу можливість попадання частинок вольфраму в зварювальну ванну потрібно в будь-якому випадку. В цьому випадку допоможе безконтактне підпалювання зварювальної дуги, також можна користуватися вугільної або графітової пластиною з тією ж метою.
Після того як робота буде закінчена, щоб не витрачати надмірно вольфрамовий електрод, газ слід вимикати не відразу, а через деякий час (зазвичай секунд 10-15). Це допомагає для уникнення сильного окислення нагрітих електродів, що збільшує термін їх використання.
профілактика дефектів
Зварювання нержавіючої сталі своїми руками.
Завжди при зварюванні нержавіючої сталі необхідно враховувати всі її особливості - в іншому випадку після роботи можуть виникнути різні небажані дефекти швів, наприклад, формування «ножовий» корозії. Від дії високої температури можуть з'явитися гарячі тріщини, в основному через крихкість швів.
Для того щоб уникнути подібних казусів, найкраще застосовувати присадні матеріали, які допоможуть у створенні міцних швів. Однак такі матеріали не повинні містити феррит більш ніж 2%. Крім того, в зміцненні швів також допоможе дугова зварка, при якій довжина дуги буде малою. Слід пам'ятати, що кратери на основний метал виводитися не повинні.
Якщо ви користуєтеся автоматичним зварюванням, то повинні пам'ятати, що з її допомогою зазвичай варять на менших швидкостях. Але для того щоб зменшити ризик появи деформацій, найкраще зробити менше підходів, тому що зварювання на максимальній швидкості сприяє кращій стійкості до корозії.
Таким чином, перш ніж вибрати, якими електродами варити нержавійку, варто ознайомитися з усіма її особливостями і характеристиками, точно знати, які вимоги будуть пред'явлені до зварювального шву і для яких цілей буде використовуватися виріб.