
Трубопроводи - це магістралі, що складаються з великої кількості труб, з'єднаних між собою зварюванням. Остання може бути проведена неякісно, що спричинить непоправні наслідки - розрив зварного шва. Тому до передачі трубної магістралі в експлуатацію проводять неруйнівний контроль трубопроводів.
Наскільки важливо проводити контроль якості
Трубні магістральні конструкції піддаються серйозним навантаженням як зсередини, так і зовні. Тому контролю якості зварних швів приділяється особлива увага.
Процес зварювання пов'язаний із високою температурою, яка розплавляє метал труб. Саме в цей час змінюється їхня структура. Якщо не дотримуватися техніки зварювального процесу, то після охолодження всередині шва утворюються дефекти. Зварний метал стає неоднорідним.
Різновиди дефектів:
- Зовнішні. Добре видно на поверхні шва. До цієї категорії також відносяться ті вади, які розташовуються всередині металу на глибині не більше 2 мм.
- Внутрішні, вони ж глибинні. Розташовуються глибше, ніж на 2 мм.
Дефекти стиків трубопроводів мають різну форму та розташування. Серед них є вади зі стандартними назвами та специфічними:
- Тріщини. Дефект, який має довжину в кілька разів більший за ширину. Це найнебезпечніший момент у зварному шві, який часто призводить до його розриву. Тріщини входять до двох категорій. Вони можуть розташовуватись як усередині шва, так і зовні.Нерідко трапляються наскрізні тріщини. Вони найнебезпечніші.
- Пори, вони ж раковини. Кулястого виду дефекти (форма може бути і іншою, але завжди порожнистою), що утворюються за рахунок газів, що виділяються в процесі зварювання металу. Належать до внутрішньої групи.
- Кратери. Це практично пори, що утворилися на поверхні зварного шва трубопроводу (невеликі заглиблення). Причина їх появи – обрив зварювальної дуги. Небезпека кратерів у тому, що в місці появи зменшується товщина зварного шва. А це впливає на міцність стику.
- Підрізи. Утворюються на межі торців труб та зварного шва. За рахунок цього зменшується площа зіткнення двох металів. На таких ділянках збільшується внутрішня напруга, особливо коли збільшується навантаження на трубопровід.
- Напливи. Це шар металу, що накладається на поверхню шва. Виходить так, що верхній та нижній шари практично нічим не пов'язані. Перетин з'єднання не такий, як потрібно за ГОСТом.
- Непровари. Внутрішній різновид дефектів. Характеризується тим, що всередині з'єднання трубопроводу знаходиться метал, що не має необхідних характеристик. Він був створений під дією нижчої температури, ніж цього вимагає ГОСТ. Тому через навантаження на такій ділянці швидко зростає напруга металу, що призводить до деформації з подальшим розривом.
- Метал зварного шва пористий. Це все ті ж пори або раковини, тільки малих розмірів і розташованих рівномірно по всьому об'єму зварного з'єднання (загалом або дільницями).
- Сторонні частинки всередині шовного металу. Причина – погана робота зварювальника. Перед початком зварювальних робіт всі поверхні, що з'єднуються, ретельно очищають. Зазвичай для цього використовують щітки по металу та знежирювачі. Якщо підготовку не провести, то в зварний шов потрапляє сміття, що знижує його міцність.
- Прожог. Це коли порушена технологія зварювання та електродна дуга проходить крізь метал з'єднання. З цієї причини з іншого боку утворюються напливи.
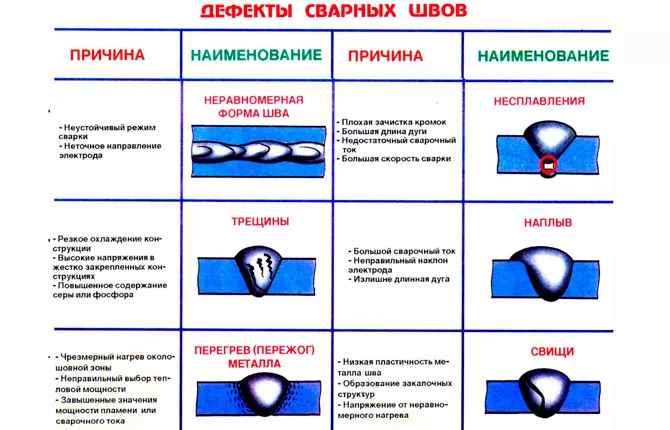 Дефекти зварного з'єднання трубопроводів
Дефекти зварного з'єднання трубопроводів
Щоб усі ці неприємності не вплинули на роботу трубопроводу, проводять контроль. Сьогодні застосовують різні методи, але всі вони входять до категорії неруйнівних. Руйнівні методики теж є, але використовуються для проведення лабораторних досліджень. Неруйнівні в інших випадках.
Вони зручні тим, що:
- немає необхідності вирізати досліджуваний об'єкт і везти його до лабораторії;
- всі процеси проводяться на місці зварювальних робіт;
- для проведення контролю потрібне компактне обладнання, невеликої ваги.
Існують суворі вимоги проведення неруйнівного контролю трубопроводу. Діагностику виконує навчений спеціаліст. При цьому суворо дотримуються правила та нормативи проведення контролю.
Якими методами користуються під час проведення неруйнівного контролю
Існує кілька видів неруйнівного контролю трубопроводів, в яких застосовують різні матеріали, прилади та технології.
Основні:
- Візуально-вимірювальний контроль.
- Радіографічна дефектоскопія.
- За допомогою ультразвуку.
- Магнітна дефектоскопія.
- Капілярний метод.
Візуально-вимірювальний
В основі цього виду контролю трубопроводів - огляд з'єднань труб як візуальний, так і за допомогою вимірювальних приладів. Тому ця методика визначає лише зовнішні дефекти.
Цей неруйнівний спосіб є неточним, хоча простим у виконанні. Цей тип контролю є обов'язковим. Його проводять перед тим, як перейти до іншого неруйнівного способу. Адже виявивши ваду на поверхні, можна не переходити до іншої стадії, яка є дорожчою у виконанні.Такий стик відразу можна забракувати.
Щодо простоти проведення, то зазвичай для цього використовують простий вимірювальний прилад, наприклад, штангенциркуль або лінійку. Перед вимірами ділянку з вадами очищають спиртом, кислотою або іншим розчинником.
Якщо, наприклад, тріщина має малі розміри, на допомогу беруть лупу. Обов'язкова умова проведення цього виду неруйнівного контролю - визначити форму дефекту та його розміри.
 Візуально-вимірювальний контроль трубопроводу, що не руйнує.
Візуально-вимірювальний контроль трубопроводу, що не руйнує.
Радіографічна дефектоскопія
Один із найточніших способів неруйнівного контролю трубопроводу, який дозволяє виявити навіть незначні вади зварного шва. При цьому визначається і точне місце розташування.
В основі методики лежить звичайний рентген. Використовують невеликих розмірів установку, яка просвічує метал з'єднання елементів трубопроводу та відображає їх на рентгенівській плівці.
Ультразвуковий неруйнівний контроль
Технологія заснована на акустичних змінах усередині металу. Якщо він однорідний, то звук пройде без зміни своїх характеристик та напряму. Коли ж по дорозі зустрічається дефект, то зміни з'являться, і вони позначаться на приймачі. Основний параметр зміни - швидкість руху звуку.
Суть неруйнівної методики:
- ультразвук, що має надвисоку частоту коливання, випускається з підсилювача;
- він проходить через зварний шов;
- якщо він зіткнувся, наприклад, з тріщиною або раковиною, то відобразиться від їхньої внутрішньої поверхні (порожнини), змінить напрямок і повернеться до приймача.
Чим більше кут заломлення, тим більше в розмірах тріщина або інший дефект.
 Ультразвуковий контроль трубопроводу, що не руйнує
Ультразвуковий контроль трубопроводу, що не руйнує
Магнітний неруйнівний контроль
Існує такий термін як магнітна проникність. Це коли магнітні хвилі проходять через метал протягом певного проміжку часу. Якщо цей показник зменшується, то всередині матеріалу на шляху хвиль зустрілася перешкода, яку вони стали огинати. Тому їхня швидкість впала, а час проходження збільшився.
Для проведення цього неруйнівного контролю зварних з'єднань трубопроводів використовують спеціальне обладнання. З його допомогою крізь метал пропускають електромагнітні хвилі. На поверхню попередньо насипають порошок або ллють суспензію із залізом усередині. Мінерал збирається навколо дефектної ділянки.
Є інший варіант з назвою магнітографія. Тут замість порошку чи суспензії використовують магнітну плівку. На ній всі недоліки металу відображаються. Після проведення контрольних процедур плівку поміщають дефектоскоп, звідки інформацію і зчитують. Вона може бути звуковою або у вигляді зображення.
Капілярний неруйнівний контроль
Ця технологія дає можливість визначити дефекти зварного шва в системі трубопроводів за допомогою спеціальних рідин, які називаються пенетранти. Основна їхня властивість - проникати в матеріали, якщо в них є навіть капілярні зміни.
До таких рідин належать:
- гас;
- скипидар;
- бензол;
- трансформаторне масло та інше.
Якщо пенетрант пройшов крізь метал з'єднання труб, то в ньому є вада. Якщо не пройшов, то все гаразд.
Процес проведення неруйнівного контролю:
- на зварне з'єднання трубопроводу наноситься крейда або каолін у рідкому вигляді;
- після висихання нанесеного шару суху частину прибирають;
- поверх шару, що залишився, наноситься гас;
- через півгодини треба перевірити зворотний бік стику;
- якщо патьоки гасу там виявлені, значить шов дефектний, якщо ні - з'єднання надійне.
Сьогодні до пенетрантів додають речовини, які допомагають чіткіше виявити недоліки металів. В основному два:
- пігмент червоного кольору;
- люмінесцентна речовина.
Перший використовують, коли контроль проводять вдень із природним освітленням ділянки. Другої ночі, для чого використовують лампи з ультрафіолетом.
 Нанесення пенетранту
Нанесення пенетранту
Неруйнівний контроль трубопроводу, який не піддається серйозним навантаженням, можна проводити більш простими способами: гідравлічним або пневматичним. Для цього всередину магістралі заганяють під тиском воду або повітря відповідно.
У першому випадку неруйнівний контроль проводиться за допомогою визначення підтікань з протилежного боку з'єднання, тобто із зовнішньої сторони труб. У другому додатково використовують піну, яку наносять на зварний шов. Якщо вона починає пузиритися - дефект присутній.
Неруйнівні методи контролю трубопроводів спростили перевірку цілісності та якості трубних з'єднань. Застосування дефектоскопії, особливо це стосується рентгену та ультразвуку, майже наблизило можливість виявлення недоліків зварювання до 100%. При цьому такий контроль дозволяє дізнатися, де розташовується дефект, скільки їх, яких розмірів та форми.
А як вважаєте ви, чи потрібно застосовувати складніші методики неруйнівного контролю трубопроводів чи можна обійтися подачею води/повітря в систему? Напишіть у коментарях. Поділіться статтею в соцмережах та збережіть у закладках.
Додатково про те, як проводиться контроль зварних швів, ви дізнаєтесь у відео.
Джерела:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html